



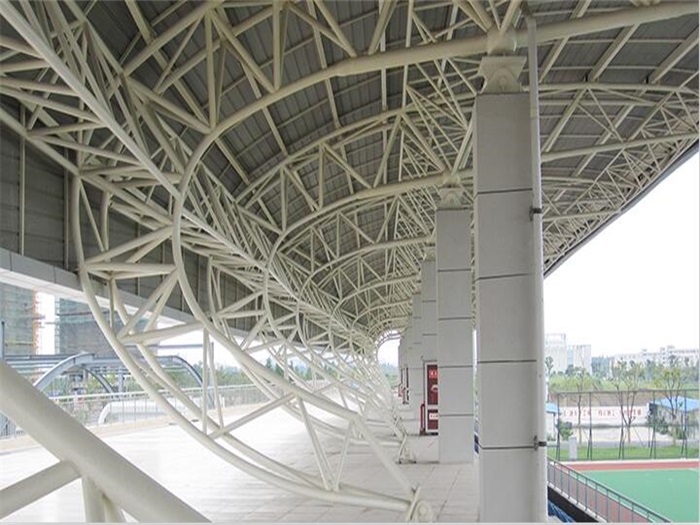








螺栓球钢网架结构加工及控制要点
时间:2025-7-2 10:40:38点击量:次
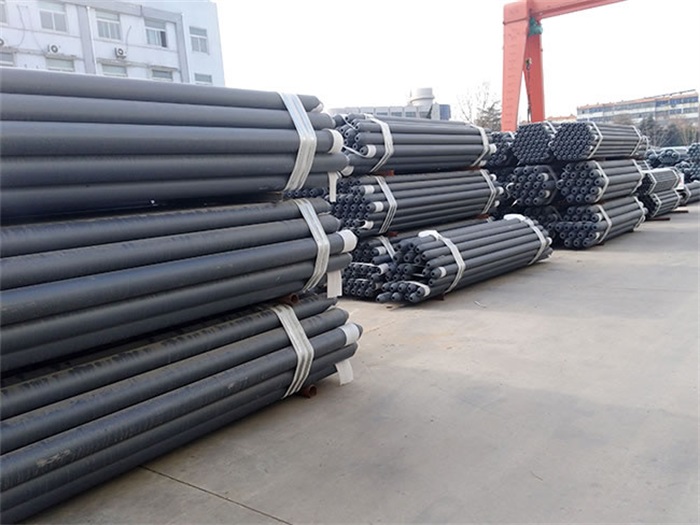
在网架杆件加工过程中,组成杆件的钢管下料尺寸、封板或锥头的厚度以及焊接缝的厚度都会影响杆件的最终长度,受杆件长度设计值的制约,钢管下料尺寸、封板或锥头的厚度决定了焊接缝的厚度,焊缝过大或过小都直接影响杆件的连接强度。所以在具体的加工过程中需要针对不同的焊接件及其焊缝厚度要求控制钢管的下料尺寸。
杆件钢管与封板或锥头焊接时可能出现各种形式的质量缺陷,例如焊瘤、焊孔、咬边、焊接不透、焊缝不均匀等,应针对不同的缺陷分析原因,再根据形成的原因逐个整改和预防。焊条的质量、存放时间以及烘焙条件也是影响焊缝质量的重要方面。焊接后焊缝应在常温状态下自然降温,确保焊缝均匀,质量稳定。
杆件除锈要确保达到设计规定的等级,对于绣渍过重的棺材和存放时间过长的要进行二次抛丸,并进行外观检查,看看杆件是否达到除锈标准,必须确保达到除锈等级,这样才能保住杆件的耐候耐久性能。
螺栓球加工
螺栓球毛坯是通过钢锭锻打而成,其材质难以确保,需从源头把关。毛坯球的检查主要为:是否有裂纹、氧化皮、球径的误差等项。其中球径过小影响铣面面积,使螺栓球与套筒接触面过小,造成承压面积减小,存在较大质量隐患。螺栓球多为45号钢,其质量符合国标《优质碳素结构钢条件》GB699的规定。
螺栓球的螺栓孔加工属于粗牙加工,加工应按照机械产品加工要求,特别是丝锥锥入深度能满足后期螺栓安装深度要求。其主要控制指标(1)是铣面确保套筒的接触面。(2)是各球孔应保证统一指向球心,车床的三爪卡盘中心、钻头的钻芯以及工装的中心位置要对准。(3)成孔角度符合设计要求。在加工前清理加工工序。其中对于成品球的抽检工作可利用图纸上相近的螺栓球对比检查角度,评定误差大小。已加工的工艺孔和制成型的球在长期不使用时,进行密封处理,防止螺栓孔锈蚀。
螺栓球网架加工过程决定网架最终质量的好坏,这也需要对加工的环节做到严格控制、精细操作。
上一页:网架加工时的注意事项
下一页:青岛项目配件发货啦

 苏公网安备32030002000426
苏公网安备32030002000426
