











杆件
时间:2019-12-2 10:20:03点击量:次

徐州杆件加工厂家介绍杆件加工的制作流程
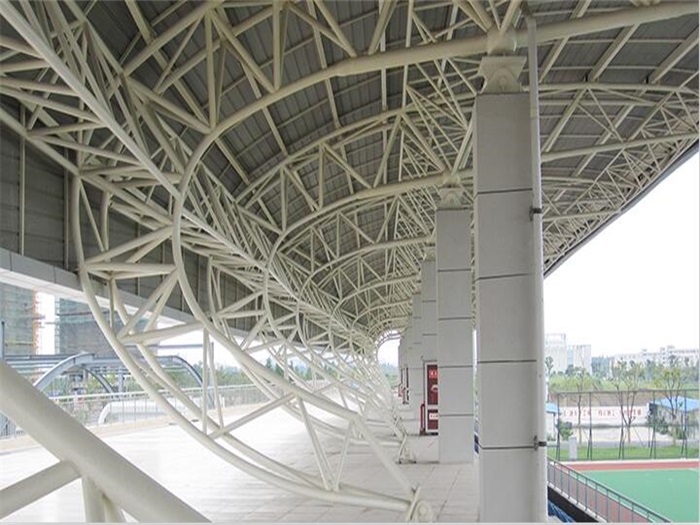
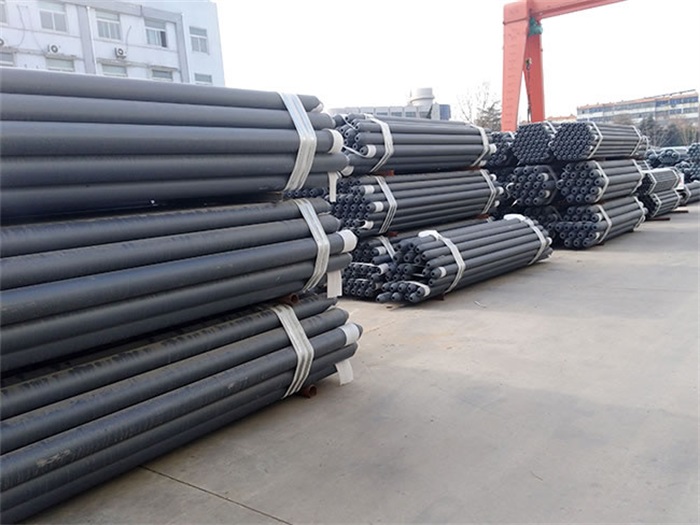
徐州杆件加工厂家介绍杆件加工指钢管下料、锥头坯料锻造、锥头机加工?、锥头封板组装、焊接、锥头、管件组装、杆件整体焊接、杆件测量、矫正、冲砂涂装、杆件编号、标识、杆件保护、发运等过程。
第一步钢管下料。必须选用合格的钢管材料,经过复验才可。江苏凯雷钢结构工程有限公司钢管下料采用 HID-900MTS数控管子相贯线切割机进行下料, 管件切割长度尺寸精度控制在± 0.5mm,坡口角度允许误差≤ 5°。锥头坯料锻造是杆件加工过程中非常关键的一步。首先锥头采用圆钢下料, 料块加热后模锻制成,锥头毛坯锻造前不得有过烧、 裂纹等缺陷, 锻后要求正火处理, 表面去除氧化皮。接着是锥头封板组装、焊接,先将高强度螺栓预置于锥头螺栓孔中,并采用胶片粘贴牢固, 防止倒落入锥头内部。封板与锥头之间采用单面坡口 (反面贴衬垫)形式,焊接方法采用 CO2气体保护焊。锥头、管件的组装采用专用装夹夹具进行自动组装。锥头的定位主要靠两侧旋转定心顶针控制其中心轴线,杆件的长度通过限位档块控制。杆件装配时,保证杆件两端锥头顶面与钢管轴线的垂直度达到 0.5%R(R 为锥头底端部半径) 、杆件两端锥头端面圆孔轴线与钢管轴线的不同轴度不大于管径的 1%。并保证在钢管端部与锥头之间预留有 2~3mm间隙。杆件装配完后,采用 NXC-2×500KR型网架杆件双头自动焊接机床上进行焊接。组装焊接完后要求在自由状态下进行测量,对于尺寸超差的应进行矫正。构件涂装前要求进行冲砂除锈处理,构件的涂装严格按照设计要求及涂料的施工要求执行。杆件涂装完后要求在醒目位置采用油漆作好构件编号标识。杆件加工整个制作流程基本完成。


